
聯系我們
電話:15065741650 王經理
郵箱:15065709046@163.com
地址:煙臺市經濟技術開發區長江路300號1區內10號

VOC深冷回收設備
專注于以氣體分離膜為核心技術的工業氣體分離與純化的科技型企業
- 商品名稱: VOC深冷回收設備
產品詳情
行業痛點與破局之道
高濕度廢氣結霜停機問題
高濕度廢氣在低溫下易結霜,堵塞換熱器,導致設備停機,產能損失高達15%。
傳統設備無有效預防措施,企業常因設備停機錯過生產高峰期。
低沸點VOCs難捕集困境
低沸點VOCs如乙烯,傳統深冷設備難以有效捕集,排放超標,面臨環保處罰。
某化工企業因低沸點VOCs排放超標,被罰款,影響企業聲譽。
傳統深冷設備電費高昂難題
傳統深冷設備預冷能耗高,每小時耗電120kW,年電費高達百萬,成本不可控。
某企業因電費過高,設備運行成本占總成本的30%,利潤被嚴重擠壓。
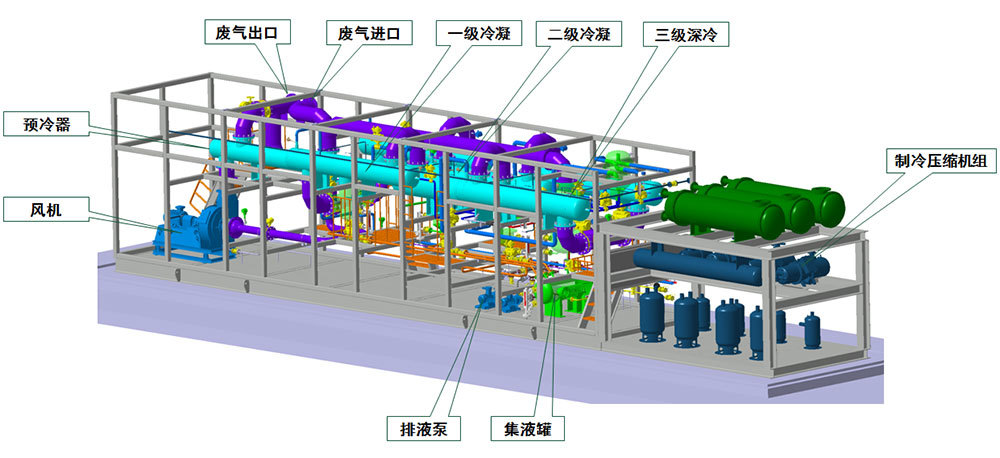
VOCs深冷回收設備3D設計圖
VOCs深冷回收設備工藝設計
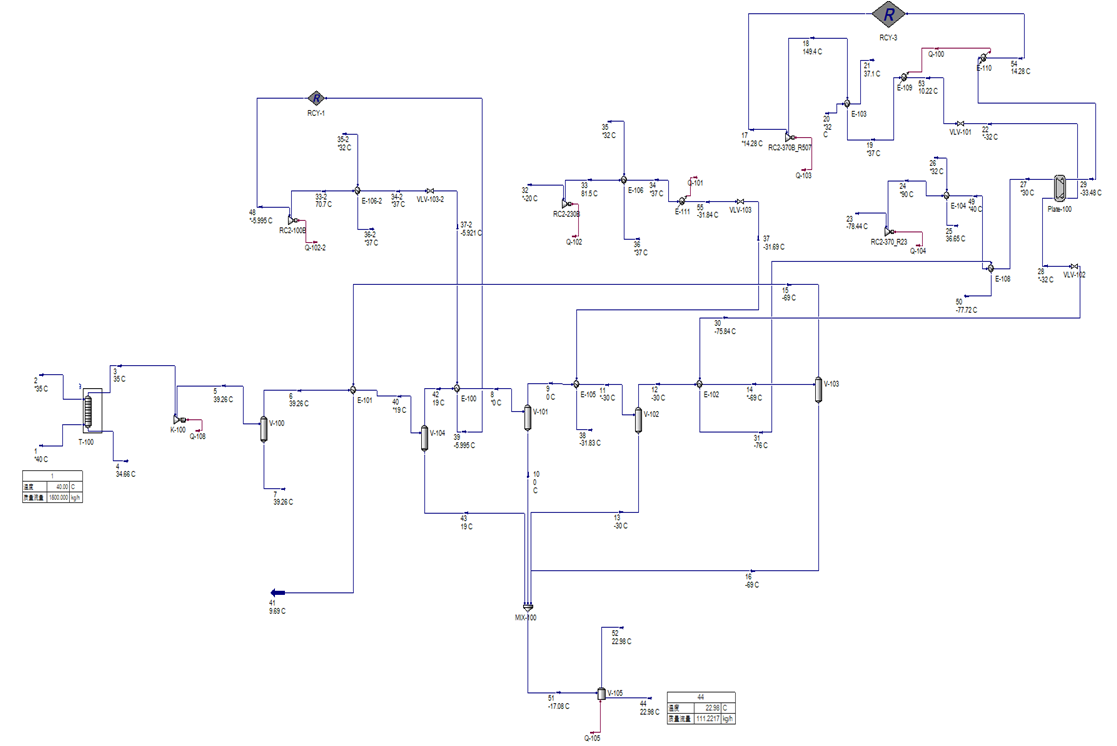
ASPEN 流程模擬
工藝流程:
余熱預冷(零能耗)??
?原理?:利用設備自身產生的-70℃超低溫廢氣,通過殼管換熱器與高溫原廢氣(40℃)逆向換熱。
?效果?:原廢氣溫度從40℃降至10-20℃?,全程無需外部能源輸入,?節能100%?。
?三級梯級制冷?
?第一級(0℃)??:初步冷凝高沸點VOCs(如苯、甲苯),無除霜設計,降低后續負荷;
?第二級(-30℃)??:中低溫冷凝中沸點組分(如乙酸乙酯),集成自動除霜功能;
?第三級(-70℃)??:超低溫深度捕集低沸點VOCs(如乙烯、氯甲烷),冷媒(R23)高效循環。
?雙通道智能切換?
?運行模式?:A/B通道獨立運行,當檢測到結霜時,?或按照時序切換通道,確保24小時連續處理。
?冷凝回收?
液態VOCs通過集液罐自動回收,純度>99%,可直接回用于生產;不凝氣體進入下一環節。
?達標排放?
尾氣經深冷后送入吸附系統,安全達標排放。
冷量自循環系統
預冷零能耗技術原理
★ 三級制冷后的余冷回收
三級制冷后的- 70℃廢氣進入高效換熱器,利用余冷預冷原40℃廢氣,實現冷量循環利用。通過余冷回收,預冷能耗降為0kW。
★ 逆向換熱高效節能
原40℃廢氣與- 70℃廢氣采用新型高效換熱器逆向換熱,預冷至10- 20℃,無需外部能源輸入,節能效果顯著。
逆向換熱效率比傳統順向換熱高30%,壓力容器制造標準使設備運行更穩定,使用壽命延長。
★ 預冷能耗對比
傳統預冷方式年耗電高;本設備預冷能耗為0kW。
以5000m³處理量年運行300天計算,傳統設備耗電36萬度,電費約30萬元,本設備則無需電費。
雙通道連續運行保障
雙通道智能切換系統
A/B通道獨立運行邏輯 ?
A/B通道獨立運行,互不影響,一個通道運行時,另一個通道待機,確保設備連續運行。
設備運行時,A通道處理廢氣,B通道備用,一旦A通道出現問題,B通道立即切換,無縫銜接。
自動切換邏輯 ?
A通道結霜預警后,系統5秒內自動切換至B通道,切換過程平穩,不影響生產。
客戶價值與成本節約 ?
產能損失降低至<1%,傳統設備達15%;運維人力成本下降40%,減少企業運營負擔。
某企業使用本設備后,年回收超260萬元,經濟效益顯著。
經濟效益

投資回報模型分析
以2000m³/h處理量為例,設備投資350萬元,溶劑回收價值260萬元。
回本周期僅1.35年,投資回報率高達74%,長期收益可觀。

長期創收與可持續發展
設備運行穩定,溶劑回收價值高,長期為企業創收;
符合環保政策,助力企業可持續發展。
行業標桿案例

某化工企業,處理量為2000m³/h,容劑回收2.4m³/天。
關鍵詞:
VOC深冷回收設備









